Od czasu założenia Böker Manufaktur w 1869 roku, technologia poszła naprzód, jednakże niektóre historyczne techniki produkcji są nadal używane do dziś. Pasja, doświadczenie i perfekcja pozostają pryncypiami w wyborze materiałów i realizacji poszczególnych etapów produkcji, które chcielibyśmy przedstawić poniżej.
Wszystko zaczyna się w kuźni. Materiał wyjściowy jest początkowo okrągłym prętem, który jest cięty na długość. Kawałek stali jest podgrzewany do czerwoności i kuty za pomocą młota o masie 690 kg w matrycy. Po tej obróbce półfabrykaty są chłodzone w piecu przez dwa dni w temperaturze 200 °C. Następnie na prasie o nacisku 200 ton blanki są formowane i prostowane a następnie trafiają do hartowni. W tym przypadku optymalna kombinacja temperatur pozwala zachować odpowiednią moc krawędzie tnącej i elastyczności całego ostrza.

W szlifierni wstępnie obrobione blanki są szlifowane ręcznie w 18 indywidualnych krokach roboczych - od wstępnego nadawania kształtu ostrza do jego finalnej obróbki. Szlifujemy nasze brzytwy wyłącznie na szlif wklęsły. Taki szlif pozwala na utrzymanie twardej krawędzi tnącej i jednocześnie elastycznego ostrza. Dzięki temu golenie jest nie tylko obowiązkiem ale i przyjemnością. Jedynie garstka szlifierzy na całym świecie opanowała tę technikę ręcznego doprowadzania ostrzy do perfekcji.

Po ostatecznej obróbce ostrza są nitowane ręcznie za pomocą nitów z alpaki, kompletowane są podkładki, okładki i przekładki dystansowe by wreszcie stworzyć rękojeść. Tutaj naturalne materiały, takie jak drewno i róg, wymagają wiedzy i doświadczenia w obróbce - każdy nieuważny ruch może spowodować nieodwracalne szkody w delikatnym materiale i zniweczyć cały wysiłek.
Ostatecznym krokiem jest wykończenie. W tym etapie brzytwa jest polerowana, regulowana i ostrzona do swojej roboczej ostrości. Oczywiście wszystko jest robione ręcznie na kilku różnych gradacjach kamienia.

Finalnym testem jest cięcie luźno wiszących włosów - tylko brzytwy przechodzące ten test są godne opuszczenia naszej manufaktury.
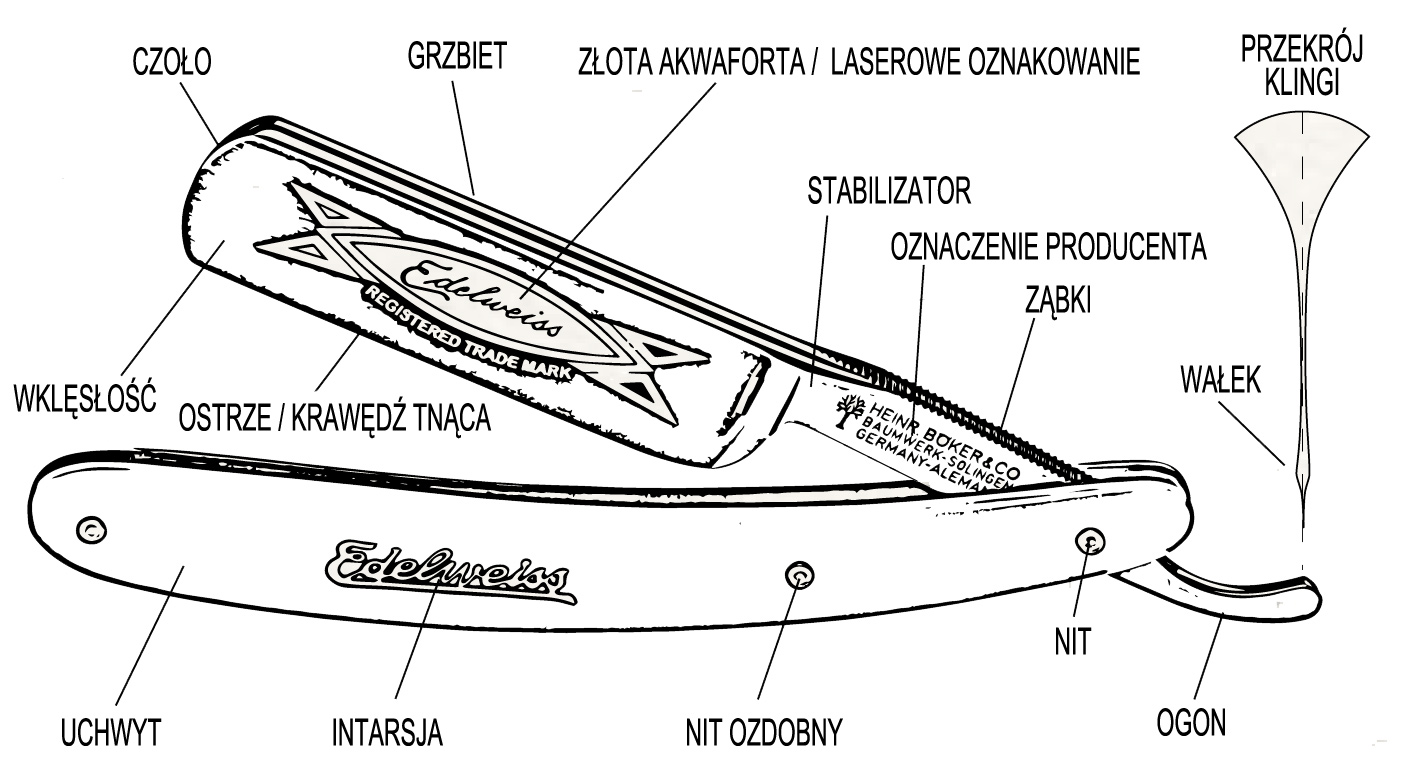
SZEROKOŚĆ I GŁOWICE
Kształt brzytwy jest w dużej mierze uzależniony od tradycji narodowych i lokalnych. Oczywistym faktem są tekże Osobiste preferencje. Niemniej jednak istnieją różne zalety poszczególnych form.
Szerokości ostrzy są tradycyjnie podawane w ósmych cala (odpowiednik 25,4 mm). Ostrze 8/8 cali ma szerokość 1 cala, ostrze 4/8 to pół cala itd. Ostrze o szerokości 5/8" jest najczęściej spotykanym kształtem. 4/8" i węższe są używane głównie przez fryzjerów do golenia szyi lub modelowania zarostu. Szerokie ostrze w codziennym użytkowaniu jest wygodniejsze, bowiem łatwiej ślizga się po skórze i może „wchłonąć” za jednym zamachem więcej mydła i zarostu zanim będzie potrzebowało spłukania. Wąskie klingi umożliwiają łatwiejsze i bardziej precyzyjne wykonywanie wewnętrznych promieni i konturów.
Klingi zasadniczo można podzielić na:
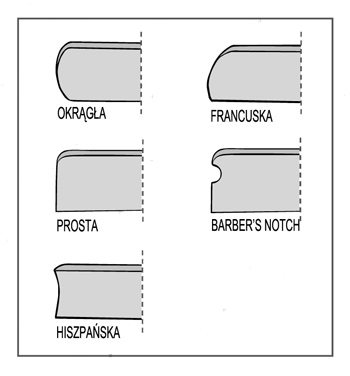
- Okrągła – z zaokrąglonym, wypukłym czołem
- Prosta – z pionowym czołem
- Hiszpańska – z wklęsłym czołem
- Francuska – ze ściętym i lekko zaokrąglonym czołem
- Barber’s notch – z prostym czołem i wcięciem ułatwiającym modelowanie
Dla początkujących, okrągłe czoło jest najłatwiejsze i najwygodniejsze, a także najbezpieczniejsze. Pozostałe odmiany oferują większe zalety w precyzyjnym rysowaniu konturów dzięki wyrazistym krawędziom.
W niektórych modelach stabilizator klingi, ogon i grzbiet pełni funkcje nie tylko użytkowe. Oprócz ząbków antypoślizgowych, niektóre modele posiadają rzeźbione grzbiety (tzw filework), bogate zdobienia, złocenia i dodatkowe szlify, które ułatwiają operowanie brzytwą.